




全国技术支持:0512-55162015
联 系 人:宋先生
电话:0512-55162015
传真:0512-55162045
|
在线咨询: |
|
邮箱:kslaijin@126.com
地址:江苏昆山市开发区顺帆路南侧58号






[品牌] 铼金
[型号] 多种
[规格粒度] 多种
[适用] 精磨产品
[应用行业] 主要用于铝合金、锌合金、铜、树脂(塑料)、不锈钢、白铁、钛合金等材质的产品的表面抛光,轻切削、精抛光、振光、化学处理前表面、电镀前细磨,常用于各种精蜜五金电子零件。


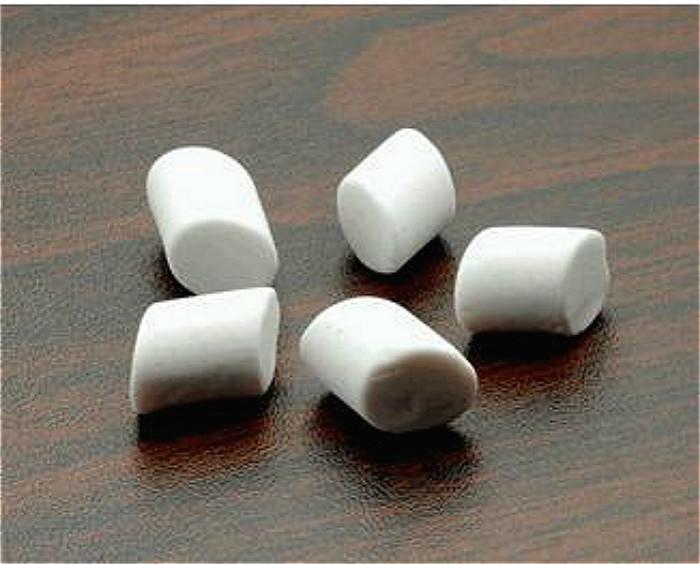


高铝瓷研磨石主要用于零件“精磨”与光亮剂一起配合使用效果更好,从外形上分为圆球形,斜三角形,正三角形,斜元柱形等。工件经研磨抛光处理后表面可达到一定的光洁度和光亮度,为下一道工序电镀或喷油打下良好基础。

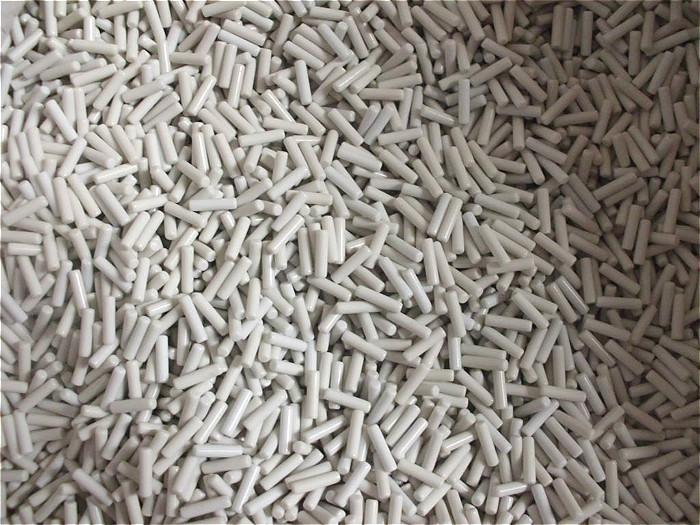
高铝瓷系列精磨产品,在精磨作用中效率极高,能在短时间内去除工件表面的细微丝纹及粗磨后工件表面的擦痕,使工件表面具有极高的光洁度。适当延时即可达到镜面光洁度的效果。 绿色高铝瓷磨块其特性跟一般高铝瓷相同,其主要用于工艺品方面的抛光处理,主要用于铝合金、锌合金、铜、树脂(塑料)、不锈钢、白铁、钛合金等材质的产品的表面抛光,轻切削、精抛光、振光、化学处理前表面、电镀前细磨,常用于各种精蜜五金电子零件。高频资抛光石只有圆柱形一种形状,用于可以根椐产品的形状大小来选择高频瓷抛光石的规格。
1、高频瓷抛光石是一种金属表面抛光材料,它的表面精细、耐磨,硬度比一般抛光石要高出几十倍。常用于铝合金、锌合金、铜合金、不锈钢、白铁、钛合金、树脂(塑料)等材质的产品表面抛光、 轻切削、 精抛光、 振光、 化学处理前表面处理、电镀前细磨。
2、高频瓷抛光石应用场合:振动式研磨抛光机、滚桶式研磨抛光机、离心式抛光机、涡流式光饰机。
3、高频瓷抛光石的规格有:圆柱形1.3mm*mm3, 1.5mm*5mm,1.7mm*5mm,2.5mm*8mm,3mm*10mm,4mm*14mm,7mm*23mm。
温馨提示:1.无论是粗磨还是精磨,打毛刺还是抛亮,如要达到最佳效果,就一定配合研磨液和光亮剂一起使用,因为,在振动研磨工艺中,零件表面是否光亮,是否能够达到要求,研磨液和光亮剂从中起着决定性的作用!
操作与使用
磨石的种类、形状、大小以及装入量:
把加工零件以及符合研磨目的,材料性质、大小形状的研磨石放入容器槽内达总容积的95%以上(加工零件和研磨石的混合物)。使用新磨料时,最好首先让磨料自身研磨半小时,这样来去除磨料表面污物和锐棱。
研磨石和加工零件的混合比例
应根据加工零件的大小、开口材料性质、研磨石的情况来确定,一般多数采用加工零件与研磨石比为1:1-1:3 左右,如粗抛光和中等抛光时,此比例取小些,精抛光时此比例取大些。
水的添加量:
水一般取滚筒容器总容积的3~5%左石,3%为粗磨,5%为抛光,如果添加过多,则为造成共振现象,影响研磨效果,因此务必控制水的添加量。

研磨剂的添加量以及耐用时间:
根据研磨目的、材料性质,应选择适当的研磨剂,添加量分为二种,重切削为360g 左右,抛光加工时为600g 左右,耐久时间按一个小时为标准,研磨时间如超过一个小时,应在中途替换研磨剂,在替换研磨剂和水的过程中,应把以前的研磨剂和水放尽,再清洗磨料及零件,然后重新添加研磨剂和水。
研磨时间的确定:
研磨时间的选择应根据加工零件的状况来变更,通常在工艺试验的基础上找出最佳时间,这样来确定一个墓本的研磨时间表。
加工零件的清洗:
在加工零件前,必须将零件进行脱油,去污处理,如不进行将会降低PU胶的使用寿命以及研磨的效果。
零件与磨料的分离:
加工完毕后,可直接在螺旋容器内清洗工件,同时打开放水阀。清洗结束后,可选择适当大小的分离筛,然后放上分离联接板,使零件和磨料自动分离,另外零件应再作清洗、干燥和防锈处理。

